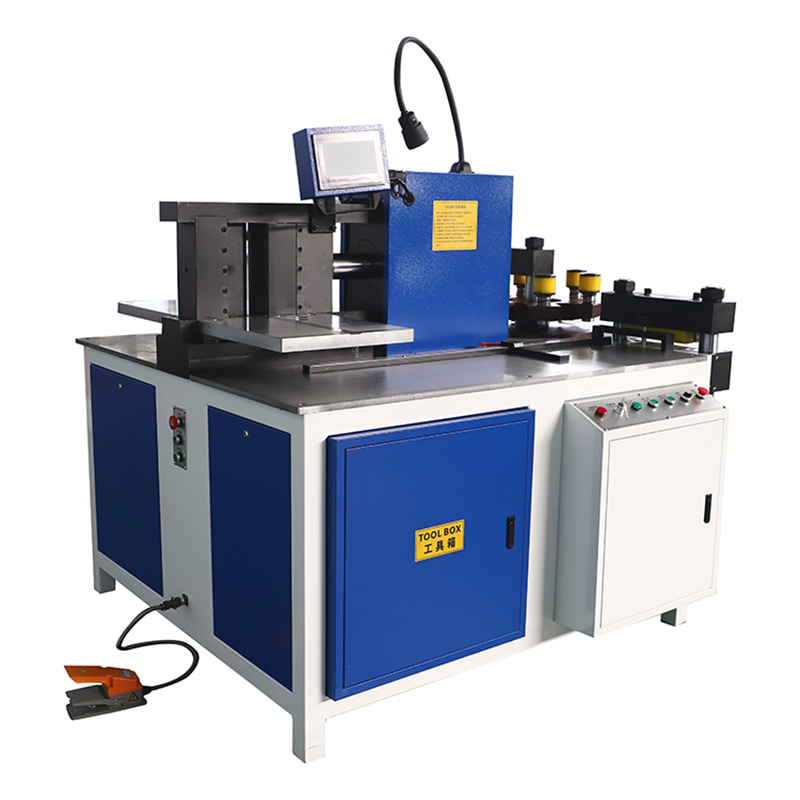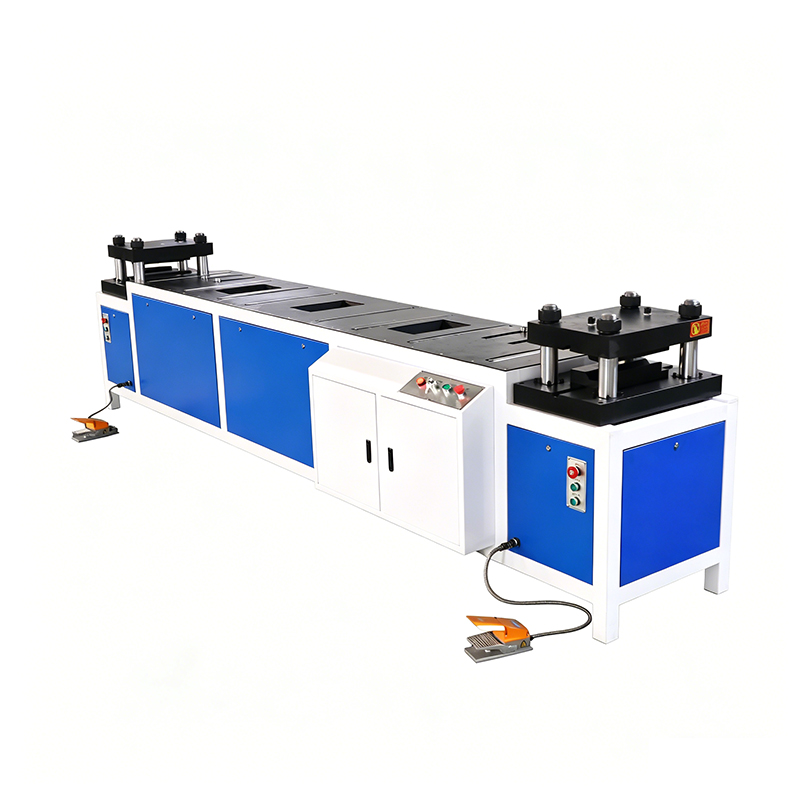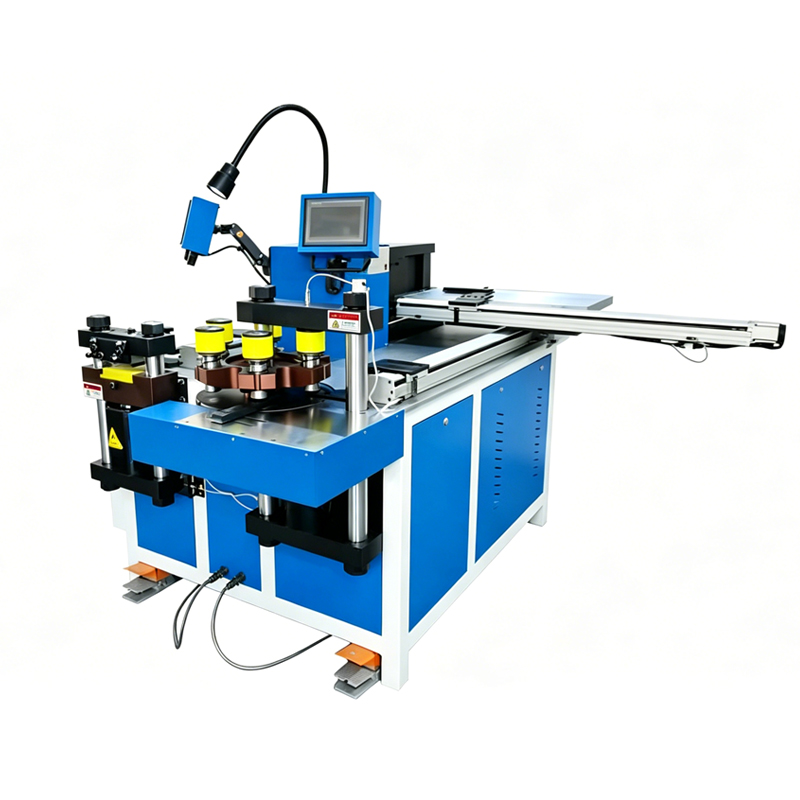

Why Do We Need to Adjust the Operating Pressure of a Multi-Station Busbar Machine?
The multi-station busbar machine integrates three core functions: punching, cutting and bending copper/aluminum busbars. Its hydraulic operating pressure directly determines processing accuracy, product yield and equipment stability. Reasonable pressure adjustment is essential for the following core reasons:
Ensure standard forming quality of busbars
Copper and aluminum busbars have certain hardness and thickness. If the pressure is insufficient, incomplete punching holes, rough cutting edges, uneven bending angles and cracking on the bending surface will appear. Proper pressure can make each processing station fully penetrate the workpiece, delivering smooth burr-free edges and consistent bending radian that meets electrical cabinet manufacturing standards.
Avoid permanent damage to workpieces
Too low pressure forces the mold to squeeze the busbar repeatedly without full forming, which causes internal metal stress, hidden cracks and dimensional deviation. These defective busbars cannot be used in high-voltage power distribution systems and will lead to scrap losses. Appropriate pressure finishes molding in one pass to maintain the mechanical integrity of copper and aluminum materials.
Protect the machine’s hydraulic system and molds
Insufficient pressure makes the hydraulic pump run under long-term overload, accelerating wear of oil seals, cylinders and hydraulic valves. Meanwhile, under-pressure processing creates strong impact force on the punch and bending mold, resulting in mold deformation, chipping and frequent replacement costs. Calibrating pressure to match the workpiece load effectively reduces equipment loss and lowers maintenance frequency.
Stabilize long-term production efficiency
Unstable pressure leads to repeated rework for each busbar, slowing down the whole production line. By matching pressure to processing demands, operators can complete punching, cutting and bending in a single cycle, improving daily output and ensuring uniform finished product quality for mass orders.
Comply with electrical safety standards
Deformed, cracked or dimensionally inaccurate busbars cannot form reliable conductive connections inside switchgears. Poor contact will generate excessive heat during power transmission, triggering short-circuit risks. Accurate pressure adjustment guarantees busbar dimensional consistency and safe power distribution operation.
Under What Circumstances Do We Need to Increase the Machine’s Operating Pressure?
We need to raise the hydraulic working pressure when the processing load exceeds the machine’s current pressure output. The most common practical scenarios are listed in detail below:
Processing thicker copper or aluminum busbars
The thicker the busbar, the greater the resistance the hydraulic mold needs to overcome. When machining busbars over 6mm thickness, the default factory pressure often cannot complete full penetration punching or clean cutting. Increasing pressure provides enough thrust to cut through thick metal plates without residual burrs.
Machining busbars made of high-hardness alloy copper
Tinned copper, hard-drawn copper and high-strength aluminum alloy busbars have higher material hardness than standard soft copper. Low pressure will leave incomplete punch holes and jagged cutting edges, so pressure must be increased to match the material hardness.
Performing bending work on wide-width busbars
Wide busbars (width ≥80mm) require larger bending force to achieve a standard 90° angle. Insufficient pressure causes springback after bending, where the busbar rebounds to an unqualified angle. Boosting pressure eliminates springback and fixes the bending radian permanently.
Multi-layer stacked busbar simultaneous processing
When two or three thin busbars are stacked and processed at one time, the total material resistance doubles or triples. The original pressure can only form the top layer while the bottom layer remains uncut, so pressure adjustment is mandatory for stacked processing.
Punching large-diameter holes on busbars
Large round holes and long slotted holes need more hydraulic thrust than small positioning holes. If the hole edge is incomplete or the punch gets stuck under current pressure, raise the pressure value to finish one-step punching.
Obvious material springback during bending
After bending, if the busbar automatically rebounds and fails to reach the required angle, it indicates the pressure is too low to lock the metal forming shape. Higher pressure suppresses metal springback effectively.
Serious burrs and incomplete cutting edges
When cutting edges show rough burrs, half-cut profiles or metal tearing, the pressure output is insufficient for full shearing. Increasing pressure makes the upper and lower cutting molds close tightly for smooth, burr-free separation.
Seasonal low-temperature working environment
In cold winter, hydraulic oil viscosity rises and the actual outp